发布时间:2017-11-24
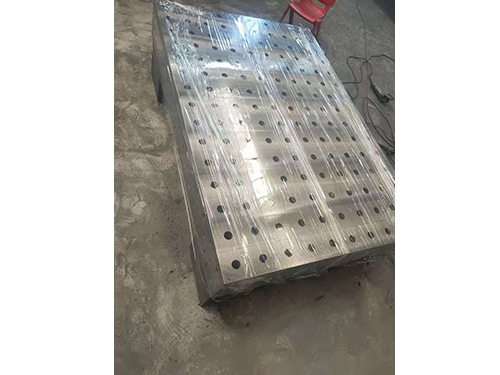
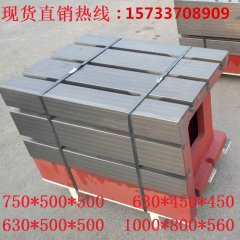
发布时间:2017-11-24压砂前的准备工作很重要。 先选用什麽样的平板?采用那种压砂方法?选用什麽规格的砂子?心里应该清楚。修理量块的平板一般有灰铸铁、高磷球墨铸铁、高磷低金属球墨铸铁等三种。平板的硬度在HB (130~250)之间。采用硬度较低的平板压砂,嵌粗砂容易,适合于粗研,修出的量块表面粗糙度比较低,表面发白。采用硬度较高的平板,嵌粗砂困难,容易嵌入细砂,性不理想,修出量块的表面粗糙度高,色泽青亮。从我二十来年的工作经验看,采用硬度在HB(180~210)的平板,既压砂容易,,又适用于的研磨,特别适用于量块修理。
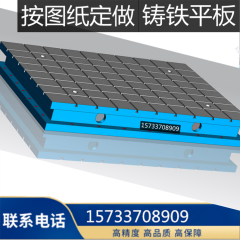
铸铁平板方法
铸铁平板的研磨方法一般有两种:一种是三板互研法,这种方法压砂的结果是,三块平板平面度都很好,三块平板的压砂效果基本一样,并且三块平板都可以使用,不用经常压砂,但对修理技术要求较高。所谓三板互研法是指三块平板相互之间依次互研,并且每块平板只能当下板两遍,实际共研磨6遍。
另一种方法是两块板互研法,也叫子母板压法。这种方法是只用两块平板一上一下互研,用这种方法压砂结果是,两块平板的平面度基本吻合,上面平板的平面度凹,下板的平面度凸,并且下板的压砂效果要比上板的好。由于上板中间凹,不容易修理量块,一般不用上板,只用下板。缺点是下板的凸起程度不易掌握,只能用一块平板。每次压砂时需要研磨3~4遍才可以完成,每遍6分钟左右。两种方法相比较,本人经验觉得还是前者较好。
金刚砂规格的选用
平板的压砂有两种方法:(1)从开始到结束只用一种规格的砂子,修理量块一般用M2.5规格的砂子。(2)压砂从开始到结束,砂子从粗到细循序渐进地压砂,一般选取M4,M3,M2.5规格的砂子。
研磨平板需要的辅料
(1)混合油:煤油和变压器油的比例3:1。 (2)硬脂。 (3)用汽油泡好的砂子即金刚砂。
平板恒温
修理室的温度很重要,太高或太低都不容易嵌砂,一般温度在(20±5)°C。有的单位压砂房间恒温条件比较差,当平板从一温度拿到另一温度的房间研磨时,平板受热涨冷缩现象的影响,表面产生变形,故等温一段时间,一般平板在压砂前等温数小时或 长时间,待平板变形稳定后,再开始研磨。
推荐产品
Product

备案号:冀ICP备13016163号-1
Copyright © 2017 - 2018 恒博铸业 All Right Reserved.


 当前位置:
当前位置: